
These days metal processing companies like car manufacturers are demanding a high level of quality for the provided base materials. The base material, usually steel is supplied by producers in the form of coils. Coils consist of thin steel sheets which are wound into a roll. Due to imperfections in the winding process or due to problems during the transport, sheet metal layers can move axially to each other. When the resulting winding displacement reaches a certain level, the likelihood of damaging the sheet thru the handling of the coil will increase. To ensure a complete quality assurance, a measurement system was developed in this diploma thesis, which is able to measure winding displacements with a resolution of less than 1 mm. With the presented measuring system, we only survey an area near the symmetry axis in the lower half of the coil, with regards to assumptions made for the behaviour of winding displacements. One complicating factor is, that the coil is in motion during the measurement process in axial direction with about 0.5 m/s. This fact has been especially considered for the selection of the measurement method. Also problematic is the natural lighting situation during the image acquisition, which must not affect the result. Therefore, the realized measurement method must be independent from external light sources. For all these reasons, the laser-light-section methode turns out as the best solution in terms of realizability, accuracy and cost. The principle behind the laser-light-section method in Figure 2 can be described as follows, the elevation profile of interest is illuminated from an off-center position by a line shaped laser light fan, the observable lateral displacement of the projected laser line, as viewed at from a point orthogonal to the profile, is a scaled version of the elevation.
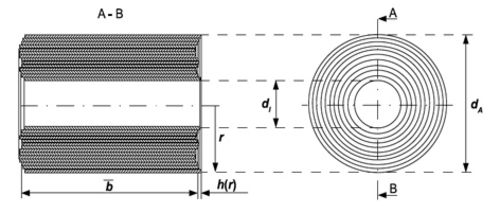 Figure 1: Model of a coil with the winding displacement h(r) at a radius r, also indicated the inner- and outer diameter dI and dA respectively and the mean width b.
Figure 1: Model of a coil with the winding displacement h(r) at a radius r, also indicated the inner- and outer diameter dI and dA respectively and the mean width b.
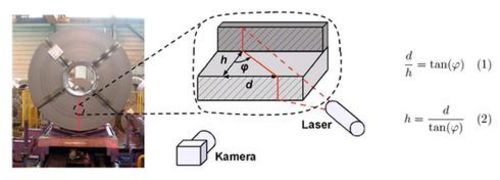 Figure 2: The profile of interest is illuminated from the side with a laser line. The resulting pattern on the profile surface is recorded by the camera. The camera, which must be placed orthogonal to the the profile surface measures the lateral displacement d. The exact profile elevation can be calculated with Eqn. 2, a triangle with the adjacent leg h, the opposite sided and the triangulation angle φ.
Figure 2: The profile of interest is illuminated from the side with a laser line. The resulting pattern on the profile surface is recorded by the camera. The camera, which must be placed orthogonal to the the profile surface measures the lateral displacement d. The exact profile elevation can be calculated with Eqn. 2, a triangle with the adjacent leg h, the opposite sided and the triangulation angle φ.
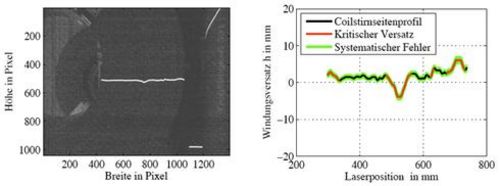 Figure 3: Ninety degrees turned image of a coil, with the laser line projection on the symmetry axis in the lower half of coil (left side) and the result of the detection algorithm (right side).
Figure 3: Ninety degrees turned image of a coil, with the laser line projection on the symmetry axis in the lower half of coil (left side) and the result of the detection algorithm (right side).
For a complete description of the laser line projection on the object surface a mathematical model was developed, which can further be used to compensate the errors relating to the laser alignment. The extraction of the laser line from the images was realized with an adaptive algorithm that detects only laser segments, which can clearly be assigned to the coil. This adaptive algorithm allows to exclude laser line segments placed on edge protection material or background objects from further processing. Finally, the critical sectors for the transport of the coil are detected by using the previously determined coil profile. As an example for the functionality of the implemented measurement system, an image of a coil and the result of the detection algorithm are shown in Figure 3.
Keywords: Surface recognition using structured light, digital image processing, laser light section technique, pattern recognition
August 08, 2010
Johannes Kepler University Linz
Altenberger Straße 69
4040 Linz, Austria
 Go to JKU Homepage
Go to JKU Homepage
