Im Forschungsbereich „Composite Production“ beschäftigen wir uns mit der Herstellung endlosfaserverstärkter thermoplastischer Verbundbauteil. Als Basis für diese Bauteile dienen uns sogenannte unidirektional (UD) faserverstärkte Tapes (Foschungsbereich Tape – Link!). Mit diesen Tapes werden die Bauteile maßgeschneidert verstärkt, um durch einen minimalen Einsatz von Fasern die geforderten mechanischen Eigenschaften für das Bauteil zu erzielen
Im Gegensatz zu duroplastischen Bauteilen bietet die Verwendung thermoplastischer Kunststoff den Vorteil der Rezyklierbarkeit. Das bedeutet, dass der in den Komponenten enthaltene Kunststoff am Ende des Produktlebenszyklus wiederverwertet werden kann und nicht Deponien oder der thermischen Verwertung zugeführt werden muss. Ein weiterer Vorteil liegt in der hohen Automatisierbarkeit der Fertigung und den vergleichsweise kurzen Zykluszeiten der Fertigung.
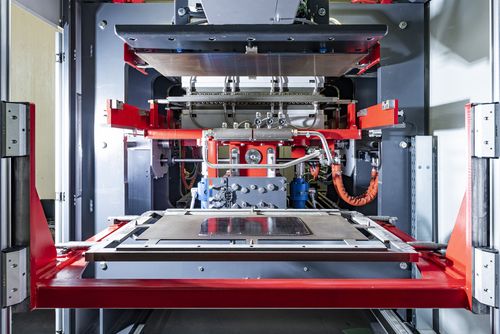
Die Fertigungszelle besteht aus fünf Teilbereichen
DI Dr. Klaus Straka, öffnet in einem neuen Fenster weiß mehr über Component Production
 Fill - consolidation
Fill - consolidation
 Organomelt - heating
Organomelt - heating
 Demo tool - forming
Demo tool - forming
Johannes Kepler Universität Linz
Altenberger Straße 69
4040 Linz, Österreich
 Zur JKU Startseite
Zur JKU Startseite
